A case packing machine is a device that is used to automate the packaging process of products into containers or cases. These machines are widely used in a variety of industries, including food and beverage, pharmaceuticals, and consumer goods.
The purpose of a case packing machine is to efficiently and accurately package products into cases, eliminating the need for manual labor and reducing the risk of errors. They are designed to handle a wide range of products and packaging materials, making them an ideal solution for manufacturers who need to package products quickly and efficiently.
There are several types of case packing machines available on the market today, each designed to handle specific products and packaging requirements. Some of the most common types of case packing machines include:
Pick-and-Place Machines:
These machines use robotic arms or suction cups to pick up products from a conveyor belt or another source and place them into a case. They are ideal for handling products that are fragile or difficult to handle, such as glass bottles or jars.
Vertical Form-Fill-Seal Machines:
These machines create bags or pouches from flat packaging material, fill them with product, and then seal them before placing them into a case. They are commonly used for products like snack foods, pet food, and frozen foods.
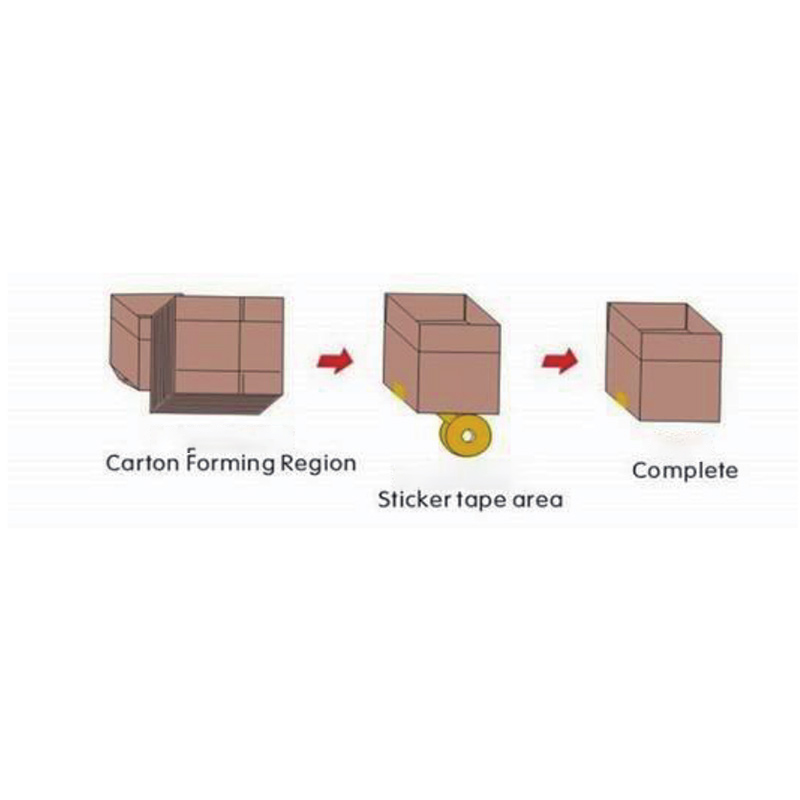
Carton Erecting Machines:
These machines are designed to automatically form and seal cartons, which are then filled with products and sealed. They are commonly used in the pharmaceutical and healthcare industries.
Wraparound Case Packers:
These machines create a case around the products, which are then pushed into the case and sealed. They are ideal for handling products that require a high level of protection during transportation.
Overall,
case packing machines offer a range of benefits to manufacturers, including increased efficiency, improved accuracy, and reduced labor costs. By automating the packaging process, manufacturers can increase production output while reducing the risk of errors and downtime. Additionally, case packing machines can help ensure that products are packaged consistently and to a high standard, which can improve customer satisfaction and reduce returns or complaints.










 PRIVACY POLICY
PRIVACY POLICY

 English
English عربى
عربى Français
Français Español
Español 中文简体
中文简体